Design#
Chassis#
The trailer chassis is constructed of galvanised steel, weighs around 120 kg and is rated to 600 kg. It’s designed to carry a catamaran or sailing dingy so its built relatively light considering its length of 4.47 m. It seems trailers of these dimensions are usually designed to carry heavier loads and they were overkill for carrying around 100 kg. So I rang a local catamaran manufacturer (Brisbane Catamaran Centre) to see who makes “light” weight trailers and he said he did it as a side line. He did a great job at around half the cost of quotes from trailer manufacturers. The chassis dimensions are given in Figure 1 and shows a photo of the chassis, it is called a Cathauler for hauling catamarans.


Trailer box dimensions#
The trailer box has maximum external dimensions of 3300$\times$1400$\times$615 mm. The end view is shown in Figure 3. The nose of the box is a circular arc of radius R=634 mm, when viewed from the side and has a slight taper, when view from the top. The side and top views are shown in Figure 4.
Fibreglass panels#
The box was made from fibreglass foam sandwich panels using epoxy as the resin. The foam core was high density foam (HDF) having a density of 80 kg/m$^3$ and a thickness of 5 mm. Fibreglass was laminated onto the foam sheets using a vacuum bagging technique to ensure a good bond. The outer face of the foam was laminated with fibreglass having a cloth weight of 200 g/m$^2$, followed by another layer of fibreglass with a cloth weight of 110 g/m$^2$. The internal face was laminated with a single layer of fibreglass having a cloth weight of 325 g/m$^2$.
The layup schedule is shown in Figure 5 and a test layup indicated that the panels have a mass of 1.8 kg/m$^2$ (prior to painting). Assuming a 50:50 ratio of resin weight to cloth weight the theoretical minimum panel mass should be 1.7 kg/m$^2$. So in practise I achieved approximately 54:46 ratio of resin weight to cloth weight.
The total surface area of the box panels is approximately 15 m$^2$ which results in a total panel mass of 27 kg. For comparison it is estimated that using 6 mm plywood panels the weight of panels would be around 60 kg.
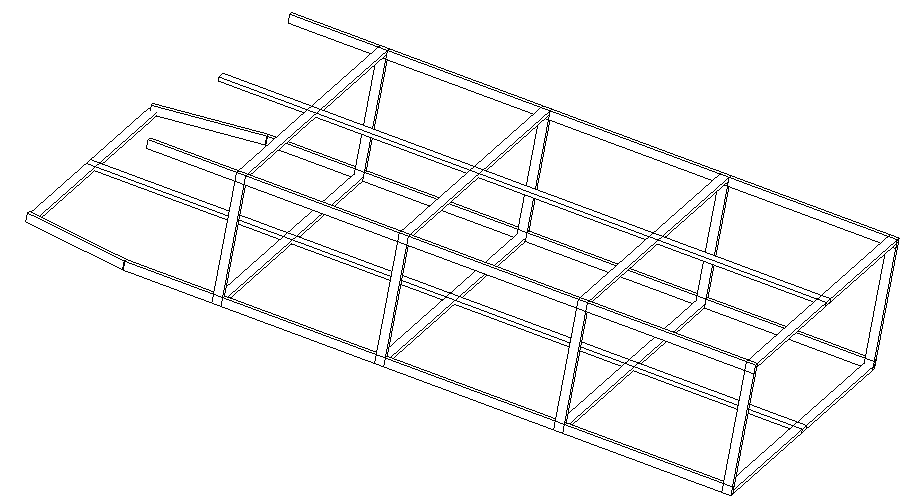
Structural stiffeners#
Battens were used to increase the strength and stiffness of the fibreglass panels. The battens were timber with sectional dimensions of 42$\times$19 m. Two types of timber were used, hardwood (Tasmanian oak) and softwood (pine). The density (per linear metre) for the hardwood was 530 g/m and for the softwood it was found to be 430 g/m. The battens were laminated onto the foam sheets during the vacuum bagging process. The layout of the battens is shown in Figures 6 and 7. The total length of battens was 36 m which equated to a mass of 22 kg. The combined panel and batten weight is 49 kg or 3.0 kg/m$^2$.
Sail shelves#
The box has shelves for storing sails, the position of the shelves is shown in Figures 3 & 4. The shelves are 2025 mm long and constructed using the same fibreglass sandwich panels described above. The shelves are supported on each side by internal side panels. When view from the end of the trailer, the left hand internal panel runs from the back of the trailer forward to 2800 mm and the right hand one runs from the back end of the shelves forward to 2800 mm (i.e. length of 2025 mm). The panel area required for the shelves is approximately 4.4 m$^2$ giving a mass of 7.9 kg.
The shelves bring the total weight of the box up to around 57 kg and the breakdown is summarised in Table 1.
Mast rack#
Against the inner left hand side wall there is a mast rack, designed to hold 5 reduced diameter masts (RDM). These masts have a maximum diameter of 38 mm, the bottom subsections are constant diameter whereas the top sections taper slightly. I used PVC pipes with 3 different internal diameters to create supporting tubes. The tubes were between 100 to 200 mm long and were mounted in flanges, positioned such that there was 3 supports along the length of any mast section, Figure 8 shows the layout of the supporting tubes.


Material quantities & costs#
Seven HDF sheets are require for the panels. There is approximately 20 m$^2$ of composite panels (weighing 8.34 kg). The 200 g/m$^2$ cloth is available on a 1400 mm wide roll (Colan product AF251140), which means 16 linear metres are required. The 110 g/m$^2$ cloth is available on a 1020 mm wide roll (Colan product AF217102), which means 22 linear metres are required. The 325 g/m$^2$ cloth is available on a 1270 mm wide roll (unknown product code), which means 20 linear metres are required.


| Composite panels | Density kg/m$^2$ | Area m$^2$ | Mass kg |
|---|---|---|---|
| foam | 0.4 | 19.4 | 7.8 |
| resin | 0.760 | 19.4 | 14.3 |
| glass | 0.635 | 19.4 | 12.3 |
| Sub Total | 1.80 | 19.4 | 35 |
| Battens | Density kg/m | Length m | Mass kg |
| Timber | 0.6 | 36 | 22 |
| Total | 57 |
Table 1: Estimated material weights for the box
| Item | mass kg |
|---|---|
| Chassis | 120 |
| Box panels | 27 |
| Box battens | 22 |
| Sail shelves | 8 |
| Roof bars | 5 |
| Total Tare | 182 |
Table 2: Estimated trailer tare weight
| Boards (litre) | mass kg | Sails (m$^2$) | mass kg |
|---|---|---|---|
| 75 | 10 | 4.0 | 3 |
| 87 | 10 | 4.7 | 3 |
| 99 | 10 | 5.3 | 4 |
| 330 | 18 | 5.8 | 4 |
| 6.5 | 4 | ||
| 7.5 | 5 | ||
| Total boards | 48 | Total sails | 23 |
| Mast (cm) | mass kg | Other | mass kg |
|---|---|---|---|
| 400 | 2 | Boom 1 | 3 |
| 430 | 2 | Boom 2 | 3 |
| 460 | 2 | Misc. | 20 |
| 490 | 2 | ||
| Total masts | 8 | Total other | 26 |
Table 3: Equiment weight total is 105 kg.
Total weight of trailer and equipment#
The tare weight is 182 kg and the equipment weight is 105 kg, giving a total weight of 287 kg.
Manufacture#
Panel lamination#
Fibreglass was laminated onto the foam sheets using a vacuum bagging technique. This required me to first build a laminating table top with dimensions 4$\times$1.5 m$^2$. The laminating table was made from 9 mm thick MDF and pine stiffeners and is shown in Figure 10. The table was sealed with varnish and mould release wax applied to the surface. For the nose panel a curved female mould was made and Figure 11 shows the nose panel being vacuum bagged against the mould.
After laminating the the panels a layer of epoxy filler was applied to the interior surfaces. This was done to help fill the weave pattern. However, this was not required for the external surfaces which were already very smooth. The panel edges were then trimmed using a trimming router.


Panel assembly#
Once all the panels had been fabricated they were assembled onto the chassis, as shown in Figure 12. The floor was first bolted to the chassis and then the shelves were then glued onto the floor. Once the mast rack had been attached the side walls were glued and screwed onto the floor. All the external corners were then taped with fibreglass tape. Two layers of tape were used, the inner layer was 425 g/m$^2\times$75 mm wide and the outer layer was 155 g/m$^2\times$150 mm wide. Where feasible these tapes were vacuum bagged to the corners to ensure a good bond.
Painting#
The underside was painted with chassis black paint, which is a bituminous oil based paint. All other surfaces were undercoated with Dulux Metalshield All Surface Primer and overcoated with Dulux Metalshield Enamel. The painting was done by brush. It was important to thoroughly clean and then sand the surfaces to ensure the paint bonded to the epoxy.




Finished trailer#



